Я всех приветствую, дорогие друзья! С вами я, Юнах Анатолий, а это мастерская “Прожектор 8 кВт”. Дело в том, что ко мне очень часто люди обращаются с просьбой помочь, если есть проблемы с печатью или принтером. И чтобы не объяснять каждому отдельно, я решил, что буду отправлять им ссылку на ролик или статью. К чему сотый раз расписывать в чем проблема, если можно сразу объяснить многим. Надеюсь, что вам он тоже будет полезен, как и мне.
3D печать создаёт «любовный» треугольник – 3D принтер, вы и компьютер. Любая из вершин этого треугольника может дать слабину. Если с печатью что-то идёт не так, вы превращаетесь в Шерлока Холмса, который должен понять “что за ужас тут творится”. И не надо быть гением, чтобы разобраться в чем тут проблема.
Вот вы запускаете печать и с ней происходит что-то не то. Кто виноват? Что могло стать причиной? Причин может быть несколько:
- 3D модель;
- Сплайсер;
- Настойки печати;
- Флешка;
- Калибровка стола;
- Механика принтера;
- Электроника принтера;
- Прошивка принтера;
- Пластик – качество и сушка;
- Вы.
Рассмотрим каждый пункт подробнее.
3D модель. Модели, которые вы скачиваете с сайтов 3D печатников, например, тот же сайт https://www.thingiverse.com/, могут быть печатаны и перепечатаны сотни раз другими людьми и с ними должно быть все в порядке.
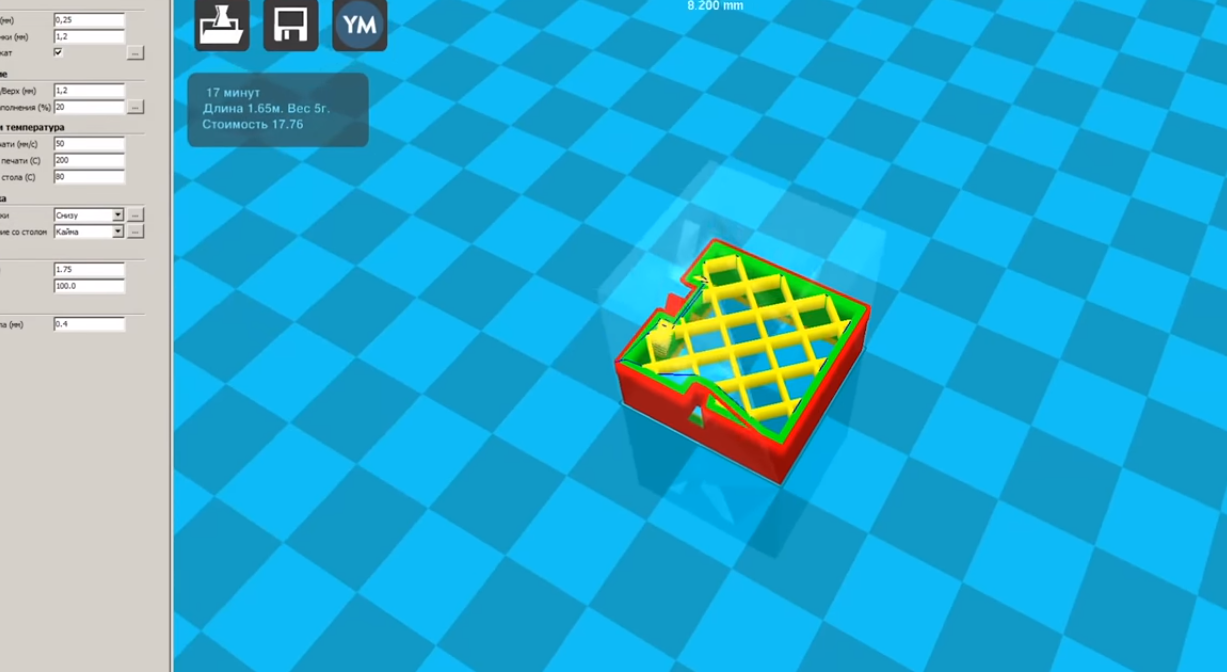
Но бывает так, что модель приходит битая, где не хватает полигонов, например, и слайсер не может адекватно отслайсить модель. Как это проверить до того, как вы поставили на печать?
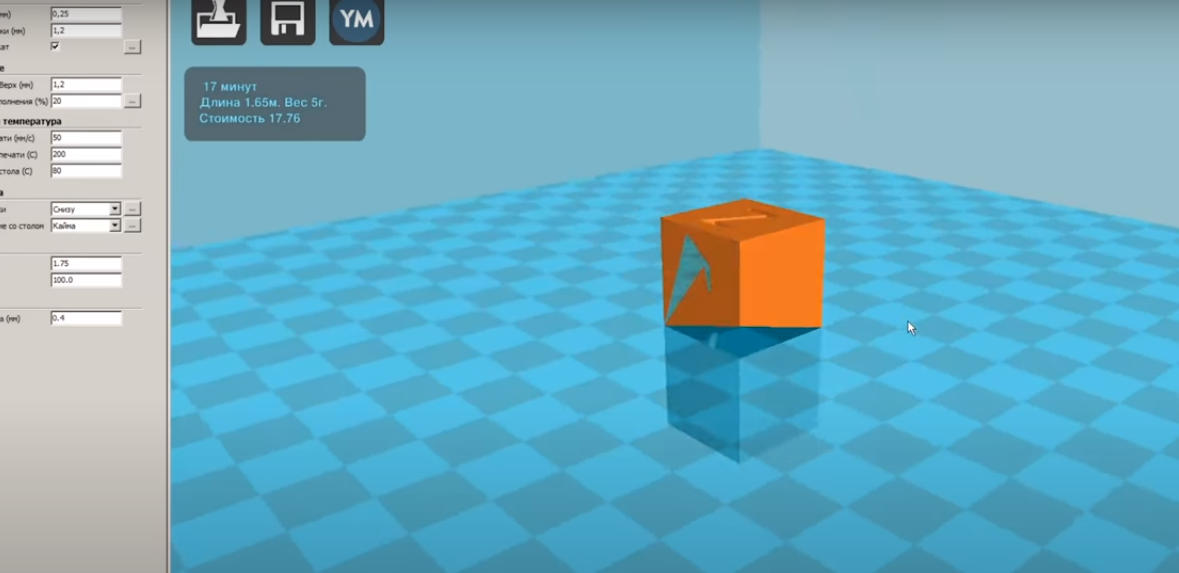
Нужно взять за привычку просматривать уже обработанную слайсером модель послойно. Не обязательно смотреть симуляцию как будет двигаться голова, просто проверьте на наличие поддержек не в тех местах, которые слайсер начал строить прямо в воздухе. Проверить правильно ли расставлены поддержки и нормально ли наслайшена деталь. Повторюсь, не надо в g-коде ковыряться, надо открыть послойный просмотр. Занимает это пару минут.
Как часто встречаются битые модели? Довольно редко, особенно если мы говорим о популярных моделях, скачанных сотни, а то и тысячи раз. Битые же модели начинают появляться в вашей жизни чаще, если мы говорим уже о заказанных моделях, тем более сделанных не в CAD программах.

А программах полигонального моделирования.

Это в первую очередь касается художественной 3D печати (всякие фигурки и прочее). Там битые модели могут встречаться довольно часто. Если эта тема интересна, то в будущем можно рассказать о том, как лечить 3D модели.
Слайсер. Первое, что надо знать про слайсер, так это то, что не надо гнаться за новыми версиями слайсеров, а тем более за их бета-версиями. Подход, что какой-то блогер пользует такой-то слайсер, не всегда удачный.
Работа у нас такая, лезть в пекло и ковыряется во всем новом. Новичку в 3D печати — это просто не нужно. Не нужны вам сотни и тысячи настроек. Я до сих пор работаю с Cura 15.04, почему? Она хорошо обкатана, стабильна, но самое главное, она проста, чем меньше настроек, тем меньше шансов, что вы ошибетесь.
Второе. Слайсер, как и любое ПО, может лагать при загрузке данных на флешку, это встречается, правда, нереально редко. У меня, за почти 3 года, было два или три таких случая. То есть, вы наслайсили модель, проверили, все хорошо. Принтер печатает и тут возникает проблема. Принтер начинает вести себя как-то рандомно (проценты идут, а ничего не греется). Повторюсь, это случается безумно редко. Поэтому переслайсить – не проблема. Могу только порекомендовать, если у вас тяжеловесная модель и старенький компьютер, то в момент скидывания g-кода на флешку, постарайтесь набраться терпения и открывать поменьше вкладок в браузере (особенно Хром) и других программ и приложений.
Настройки печати. К ним стоит обращаться, если ваша модель выглядит плохо.
Скажу про настройки коротко. Если деталь выглядит как после пожара – вы перегрели пластик, если расслаивается от простого прикосновения – недогрели пластик или очень сильный обдув.
По сути, весь мир 3D печати пытается усидеть на двух стульях – чтобы деталь получилась крепкой, и чтобы выглядела хорошо. И нужно найти вот этот баланс между температурой и обдувом. Потому что, чем выше температура, тем крепче деталь – это называется диффузионная спайка (для 3D печатника больше на слуху словосочетание спекание слоев). Но если деталь вся такая нежная, маленькая, то температуру придётся уменьшать. Если и этого не хватает и деталь плывет, надо включать обдув, и подбирать параметры. Каждый идет своим путем…
Есть здесь и свои коммерческие хитрости. Например, деталь печатается из композита титан GF12 от Филаментарно, если деталь крупная и без поддержек, то печатаю без обдува с температурой печати 275 градусов. Получается настоящий монолит. Главное, с таким перегревом печатать без поддержек, иначе они на модели останутся навсегда. При таких температурах поддержки просто сливаются с деталью и отделить их практически невозможно, если есть поддержки – температуру становлю 245-250 градусов.
Маленькая ремарка по поводу высоты слоя – максимальная высота для сопел это половина от ее диаметра! Если сопло 0,4 мм, то печатаем максимальным слоем 0,2 мм. Повторюсь, максимальный!!! Не рекомендуемый!
Флешка. Тоже случается редко и это легко можно принять за глюк в слайсере. Моя рекомендация – сильно на этом не зацикливайтесь, но лучше иметь пару хороших качественных микро SD карт и целую пригоршню переходников. Переходники стоят сущие копейки, килограмм за пригоршню риса. И если переходник сломался, то выкидываем и берём новый.

Не используйте карты, которые пришли вместе с принтером, для коммерческих заказов. Закон подлости никто не отменял, подведёт в самый ответственный момент.
Если в ваш принтер вставляется микро SD, а не SD карта, я рекомендую взять переходник как на фото.

Сам слот в материнской плате не вечный. А так вставили переходник, он недорогой, и если с ним что-то случится, то спокойно можно купить новый. Это не такие огромные деньги, больше нервов спасёте.
Калибровка стола. Очень многие новички пишут: «Анатолий, у меня принтер печатает в воздухе. Я калибрую калибрую, а он все равно в воздухе печатает. Я использую щупы как вы (читать пункт про блогеров) на 0,2 мм, всю голову сломал. Щиток делать???»
Это основной косяк многих блогеров и мой в том числе. Мы забываем о новичках, а они повторяют за нами все, не понимая сути самого процесса.

Поясняю. Из геометрии известно, чтобы построить плоскость, нам нужно три точки, поэтому на небольших принтерах часто встречаются три точки крепления стола (Ulti Steel, Picaso), на моделях с большим столом – количество креплений стола уже четыре. Самое большое количество, которое я встречал – это девять. Это для общего развития.

Мы хотим, чтобы первый слой лёг идеально хорошо. Для этого мы, калибруя стол, указываем 3D принтеру (очень важная информация!!!) нулевую точку от которой принтер начинает отсчёт. То есть, если вы берёте щуп допустим на 0,2 мм и идеально настраиваете стол, то принтер считает это нулевой точкой и прибавляет к вашим 0,2 мм еще и высоту первого слоя, который вы указываете в слайсере. Предположим, что высота первого слоя у вас, как у меня – 0,15 мм (у меня на всех принтерах стоит такая высота первого слоя). И получается, что принтер начинает печатать на высоте 0,35 (0,2 + 0,15) мм от стола. При сопле в 0,4 мм пластик просто не будет цепляться за стол как бы вы не мазали адгезивами, поэтому чем более тонким предметом вы калибруете стол, тем лучше.
И почему же все калибруют 3D принтер бумагой? Все просто, она есть у всех дома, в отличии от щупов, и толщина листа бумаги (того же Светокопи) – 0,1 мм. Что хватает для домашней печати и калибровки стола.
Очень важно калибровать стол на горячую, то есть при тех температурах, при которых вы будете печатать. Если вы откалибруете принтер на холодную и потом уже прогреете, велик риск, что сопло начнёт елозить по столу. Это происходит из-за удельного расширения материалов при нагреве, да и большие столы могут чуть-чуть деформироваться. Кстати, лайфхак от старой сутулой собаки, если калибруете стол бумагой, то можно калибровать при чуть-чуть меньших температурах, чем при которой печатаете (градусов на 15-20), тогда удельное расширение сделает часть работы за вас и уменьшит зазор между соплом и столом. Но тут надо приноровится.
Так же стоит повысить точность позиционирования оси Z.
Механика и электроника принтера. Механика должна быть смазана, вся электроника подключена. Главное, помнить золотое правило – работает, не трогай. Про остальное мы поговорим уже в следующей статье.
Прошивка принтера. Так же золотое правило – работает не трогай. Не лезь в прошивку без крайней необходимости. Большинство проблем можно решить или через слайсер, или через команды g-кода.
Многие сразу бегут перепрошивать принтер. Знаете, сколько раз я перепрошил принтер за почти 3 года? Два раза, хотя нет лукавлю, три. Picaso на новую прошивку прошивал, хотел посмотреть, что там. При моем количестве принтеров я в прошивку не лезу и при этом умудряюсь печатать на заказ.
Про железо принтера будет отдельный ролик.
Это же касается и доработок принтера. Насмотревшись ютуберов, начинают дорабатывать принтер еще до того, как он приехал. Искать информацию, чтобы было как у того блогера. Просто купи принтер, собери и наслаждайся. И не ищи проблем на пустом месте.
«Толь, я тут принтер купил. Это мой первый принтер, и я хочу его переделать…» У меня сразу вопрос: «А зачем ты его покупал, если в печати ничего не понимаешь?» Печатайте и наслаждайтесь. Пожалуйста.
Материалы. Материалы — это просто темный лес, но если так же упростить проблему до пары предложений, нужно знать, может ли твой принтер физически печатать тем или иным материалом. Кстати, у нас в интернет-магазине есть чат поддержки, в основном отвечаю я.
Бывало такое, что человек с I3 MEGA стоковой хочет печатать материалами типа PBT GF-30, где нужна хоть какая-то термокамера и температура печати под 350 градусов.
Или человек с боуденом и метровой трубкой спрашивает: «А можно печатать TPU A80?»
И мне приходится человека отговаривать от покупки, чтобы он не тратился. Надо становится жестким торгашом, а то я за все время продал сапфировых фильер штуки 3 от силы, а мог бы уже не первую сотню продавать, потому что вот пишет человек, купил принтер и хочу сапфировую фильеру. И ты объясняешь, что оно тебе не надо, лучше материалов возьми, попробуешь разные, это коммерческое оборудование.
Кстати ролик о сапфировых фильер – тут, рекомендую посмотреть.
И не забывайте, что материалы бывают разные. Даже в рамках одного семейства, например, в представлении новичка ABS от одного производителя ничем не отличается от ABS другого производителя. Но это глубочайшая ошибка. Пруток делается из гранулята, а вот стран производителей гранул превеликое множество: Китай, Россия, Южная Корея, Европа. В каждой стране еще по несколько производителей, а у каждого производителя огромная номенклатура разных гранул, того же АБС, и цены могут отличатся не просто в разы, а в десятки раз.

А еще производитель прутка может хитрить и подсыпать, например, вторичку (переработанную гранулу), чтобы удешевить производство. А это очень плохо, потому что там все смешивается. Главное, чтобы ABS был… и то не факт. Китайский ABS, например, очень воняет во время печати. Кстати ролик про вред ABS пластика можешь посмотреть здесь.
Используя плохой пруток через пару лет плохая 3D печать будет меньшей из проблем.
Не забывайте, что в материалы могут добавлять различные добавки, которые влияют на поведение пластика, например, чтобы получить ABS, который можно печатать на открытых принтерах или ABS, который не так сильно гигроскопичен. Кстати о гигроскопичности, рекомендую посмотреть мой ролик про сушку пластиков и почему это необходимо. Про необходимость сушки так же все в ролике я уже рассказал.
Ну и последний пункт – это ВЫ. Если что-то не так с принтером, скорее всего до момента возникновения проблемы вы что-то в нем накрутили. К примеру, из-под сопла течёт пластик – значит ты менял сопло и просто не дотянул. Таких примеров достаточно.
На этом все. Удачи.